Multi-Tier Shelving
Multi-Tier Shelving systems that multiply usable storage space. Designed to improve vertical utilization in manual storage areas.
- Home/
- Products/
- Static Storage/
- Industrial Shelving Systems/
- Multi-Tier Shelving
Multi-Tier Shelving
Our Multi-Tier Shelving Systems are Optimized for storing and picking non-palletized items, a wide range of materials, bins, loose objects, cartons, and so on. Craftsman’s Multi-Tier Shelving system is very beneficial when floor space is limited.
Summary
Craftsman storage Multi-tier Shelving Systems are a highly optimising solution for warehouse buildings, with multiple elevated levels of shelving. Multi-tier Shelving systems maximise storage requirements without new construction of the warehouse.

What are the Benefits of Multi-Tier Shelving?
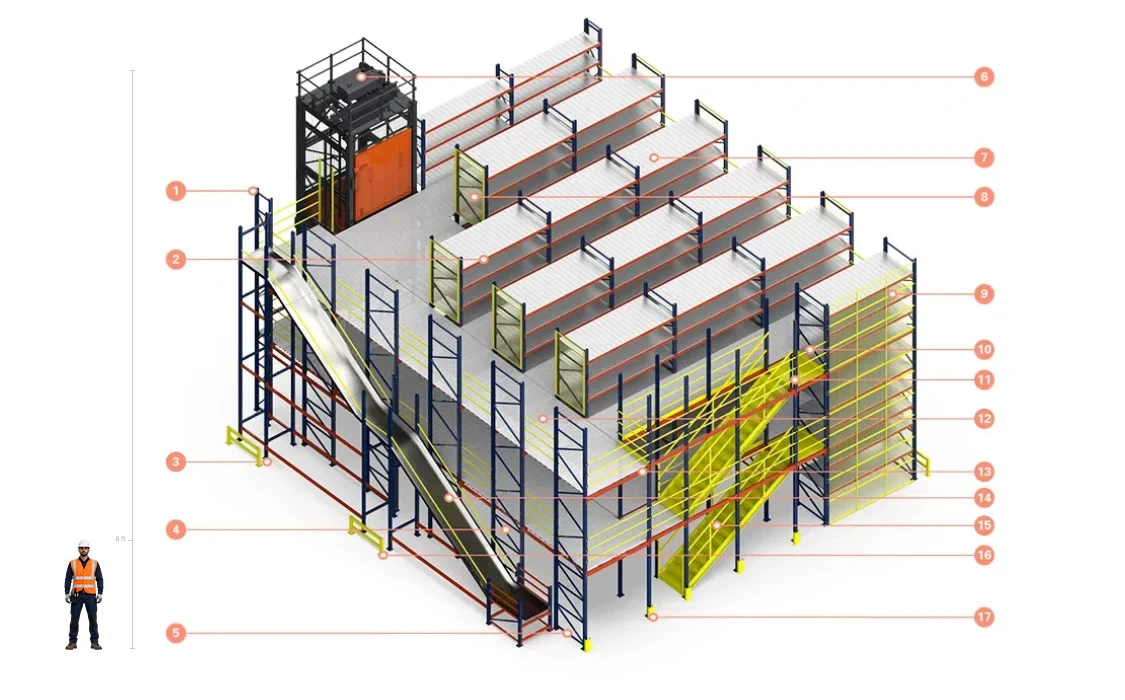
Our Industrial Shelving Systems can be customized and tailored to meet your specific needs. Depending on the floor loading need and trolley/hand pallet truck movement, we offer a variety of perforated, embossed catwalk panels, welded gratings, and other solutions in Multi-Tier shelving. The height of our multi-tier shelving racks may be adjusted to match the height of your warehouse, maximizing the utilization of vertical space. Depending on your needs, each level of shelving racks can be accessed through staircases, walkway mezzanine floors, main aisles or cross aisles, and so on. Thus, the shelving solutions allow us to easily access all SKUs. For the movement of goods between the levels, a Vertical Reciprocating Conveyor (VRC) commonly known as a Goods Lift can be integrated with the system. Provisions suited for fire safety systems, lighting systems, and power supply systems are offered.
Maximum utilization of height in warehouses
Direct access to all load units
Allows for present and future height expansion
Ensures economical use of the floor space
Advantages of using Multi-Tier Shelving
- 01Wide range of applications
- 02Galvanised catwalk panel for longevity (coated upon request)
- 03Enables manual order picking at all levels
- 04Fully adapted to present and future expansion especially in height
- 05Direct access to all load units
Product Gallery

Multi-Tier Shelving

Multi-Tier Shelving

Multi-Tier Shelving

Multi-Tier Shelving
Frequently Asked Questions
Multi-Tier shelving makes a building with multiple levels of storage within one footprint. Access to these tiers is provided by stairways and walkways connecting each level. This maximizes vertical space, increasing picking density.
Multi-Tier shelving is widely employed in e-commerce, pharmaceutical, and spare parts warehouses, with a high priority on vertical storage optimization.
A warehouse can effectively double or even triple the use of available space without extending the footprint of the building.
Safety is ensured at all levels with the use of handrails, staircases, and anti-slip floors that are also load-rated for the decking.
Yes, it can be connected to conveyors or lifts with other material handling systems to complete a seamless picking and packing workflow.
Maximizes vertical space utilization for better flow efficiencies and supports high-density picking operations.
The most beneficial ASRS Systems for industries with high-volume or temperature-sensitive inventories include e-commerce, fast-moving consumer goods, and pharmaceuticals, as well as cold-storage logistics.